.png)
")
")
")
Распашные ворота с евроштакетником
Распашные ворота с евроштакетником
-
 Собственное производство и склад
Собственное производство и складКонтроль качества на каждом этапе, полный цикл работ от выбора поставщика материала и производства до сдачи изделий в эксплуатацию. Широкая номенклатура предлагаемых продуктов
-
 Окрасочно-сушильная камера
Окрасочно-сушильная камераБолее 80% производителей не уделяют должного внимания нанесению лакокрасочного покрытия: красят изделие на улице, при минусовых температурах, с попаданием различного мелкого мусора. В покрасочно-сушильной камере благодаря вентиляции разогретым очищенным в
-
 Сварной шов по всему периметру
Сварной шов по всему периметруПроварка стыковочных швов профилей по всему периметру примыкания с последующей качественной зачисткой всех сварных швов.
-
 Петли с подшипником с масленкой
Петли с подшипником с масленкойПодшипник облегчает качение створки. Регулярное смазывание увеличивает ресурс ворот и автоматики. Гарантирует плавное и тихое открывание
Распашные ворота с евроштакетником

Распашные ворота с евроштакетником в качественном исполнении станут отличным дополнением внешнего вида вашего частного либо загородного дома
Толщина евроштакетника 0,5 - 0,7 мм. Регулировка положения полотна в трех плоскостях
Каркас - профильная труба 60х40х2 мм. Внутреннее заполнение профильная труба 40х20х2 мм.
Промышленная полиуретановая покраска Tikkurila Temadur 20 в окрасочно-сушильной камере.
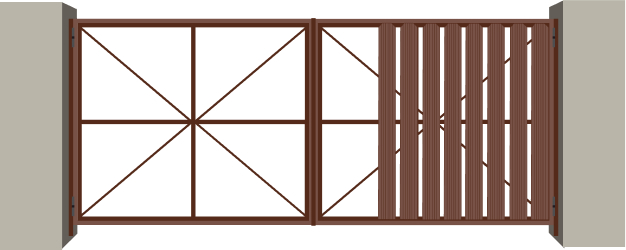
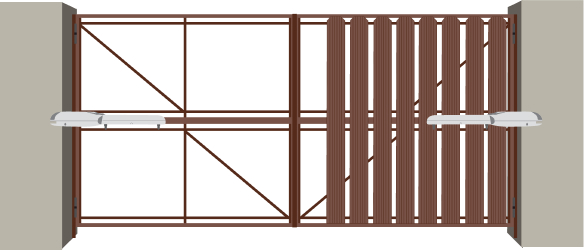
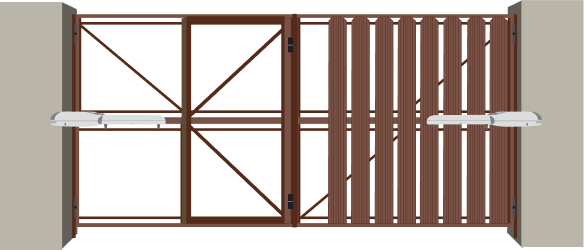
Варианты исполнения каркаса ворот
1Серия Стронг
- Внешний каркас из профиля 60х40 или 80х40
- Внутренний каркас 40х20
- Для средних и больших проемов
- Обрешетка типа “ферма” - высокая жесткость
- Для тяжелых видов обшивки
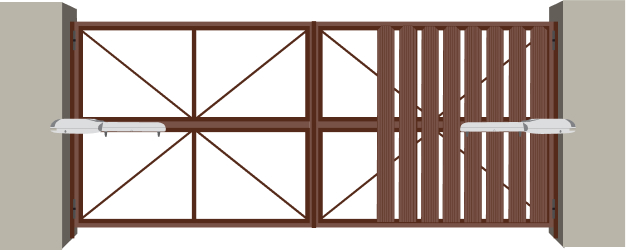
Серия Стронг под привод
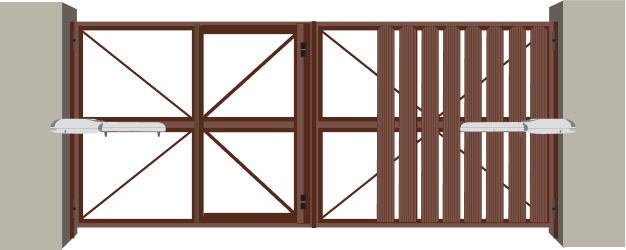
Серия Стронг с калиткой
2Серия Эконом
- Внешний каркас 60х40
- Усиленный внутренний каркас комбинация профилей 40х20 и 20х20
- Для средних проемов
- Диагональные связи - усиление жесткости
- Для легкой и средней по весу обшивки
Серия Эконом под привод
Серия Эконом с калиткой
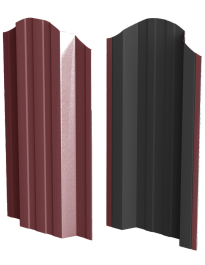
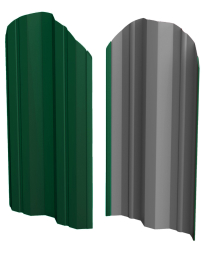
Профили и цвета евроштакетника
Полукруглый


П - образный

М - образный

Цветовая палитра
Стандартные цвета
RAL 8017 Шоколадно-коричневый
RAL 3005 Винно-красный
RAL 6005 Зелёный мох
RAL 5005 Сигнальный синий
RAL 9003 Сигнальный белый
RAL 7014 Серый
RAL 7024 Графитовый серый
RAL 1015 Светлая слоновая кость
RAL 9005 Чёрный янтарь

Любой по каталогу RAL
Профнастил с рисунком

Светлое дерево

Красное дерево

Светлый камень

Кирпич
Шахматное заполнение евроштакетника
Расставленные с двух сторон ограждения и ворот в шахматном порядке профили евро штакетника, при котором чередуются сплошные и прозрачные участки – практичное и классическое решение. Внешний вид фасада ограждения имеет более выраженную фактуру, чем при зашивке сплошным листовым материалом, а также сниженную парусную нагрузку.


Плохое и хорошее исполнение распашных ворот
1Каркас ворот
Основным элементом ворот является каркас. Именно он испытывает основные нагрузки в процессе эксплуатации:
- На изгиб - вертикальные от массы изделия
- На кручение - горизонтальные парусные нагрузки.
Большинство производителей в погоне за экономией и привлекательной ценой конечному потребителю не учитывают эти факторы. Не производят расчет нагрузок. Это приводит к тому, что через некоторое время ворота деформируются, теряют привлекательный внешний вид вызывают нестабильную работу конструкции.
Несвоевременное решение этих проблем (требующее затрат) в итоге приводит к поломке откатных ворот
Решение другого производителя 5000 х 2500 мм

- конструкция "на глаз" неоправданная экономия на металле
- рама из профильной трубы 60х30 мм
- внутренняя обрешетка выполнена из профиля минимального сечения и толщиной металла 1,5 мм
Наше исполнение для проема 5000 х 2000 мм

- высокая металоемкость конструкции просчитанная инженером
- для рамы минимально применяемый профиль 60х40 мм и более
- минимальая толщина применяемого профиля от 2 мм
Основа щита ворот – внешняя рама и внутренний каркас. Важность подбора правильной силовой схемы, с достаточным наличием связей и ребер жесткости покажет простой пример.
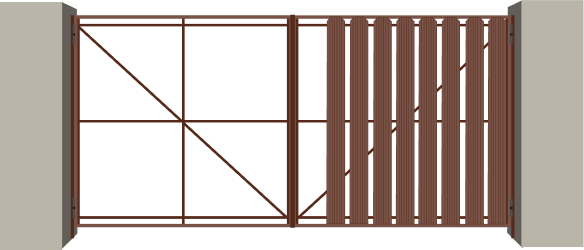
Отсутствие диагональных связей.Излюбленная схема большинства производителей.
Становится понятна важность диагональных связей даже для небольших по размерам ворот
Становится понятна важность сочетания диагональных, вертикальных и горизонтальных связей даже для небольших по размерам ворот
На реальных фотографиях все не так трагично с первого взгляда, но со временем нагрузки, которые испытывает полотно ворот, приводят к превышению предела текучести металла и усталостным деформациям, выраженным в том, что ворота «клюют», двигаются по дуге, что в свою очередь приводит к скрежету, раскатыванию нижней балки, преждевременному выходу из строя автоматики и подшипников роликовых опор.
2Сварные швы и геометрия полотна
Хорошо проваренные ворота по всему периметру под углом 45 в местах стыков значительно увеличивают прочность конструкции каркаса откатных ворот
Швы обрабатываются и зачищаются, чтобы в будущем полимерное покрытие ложилось ровным слоев и места стыков не начали первыми коррозию.
Решение отдельных производителя



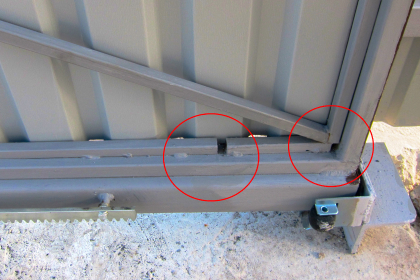
- стыки профильных труб сварены максимум по 2 сторонам
- сборка каркаса осуществляется под навесом на коленке, "на козлах"
- минимальная зачистка сварных швов
Наше производство




- стыки профильных труб сварены по всем четырем сторонам
- сборка каркаса осуществляется в цеху на сварочных ровных стапелях
- 100 % зачистка сварных швов
3Покраска
Как в случае и с конструкцией щита ворот, так же и с покраской многие производители не уделяют должного внимания как к подготовке изделия к покраске так и к самим лакокрасочным материалам. Результат некачественной покраски проявится уже ко второму-третьему году эксплатации. Краткосрочная экономия приводит к серьезным, практически невозвратимым последтвиям, в виде ржавчины и гниения каркаса (силовой конструкции) ворот.
Решение отдельных производителя




- применяют неочищенный металл
- отсутствует предварительная подготовка к покраске
- дешевые лакокрасочные материалы
- ограниченная цветовая палитра
Наша покраска





- закуп чистого металла
- предварительная подготовка перед покраской (обезжиривание, грунтование)
- наличие камеры порошковой покраски
- применение промышленных лакокрасочных материалов от всемирно известных химических концернов
- возможность покраски в любой цвет по различным каталогам
Сейчас на рынке представлены два варианта покраски изделий:
- Порошковая покраска
- Полиулетановая покраска
Существует миф о превосходстве порошковой покраски над полиулетановой, ввиду технологии окрашивания каждым методом. Как и всегда у каждого варианта свои плюсы и минусы. Нужно понимать существует множество видов как порошковых так и полиутановых (однокомпонентные, двукомпонентные) красок так и методик их нанесения.
Порошковая покраска более устойчива к выгоранию, более прочная, но все же не броня. Перед ее нанесением необходимо провести песткоструйную обработку изделия, что требует дополнительной пескоструйной камеры и очень ресурсозатратно. Главный и пожалуй самый существенный минус порошкового окрашивания, изделие окрашенное в порошок практически невозможно подкрасить в случае механического повреждения, потребуется полное перекрашивание изделия. Либо начнется постепенное отслаивание всей зоны повреждения и самовольное разрушение металла при контакте с окружающей средой.
Двукомпонентная промышленная краска по физическим и химическим свойствам не уступает порошковой. Ее можно коллеровать и подкрашивать, но платить за все это приходится временем. Если изделие покрашенное порошковой краской готово к эксплуатации через 30-40 минут, то при полиулетановой все циклы окрашивания могут занять до 10-12 часов.
Оба варианта значительно превосходят наиболее популярные экономичные в моменте однокомпонентые полиулетановые краски.
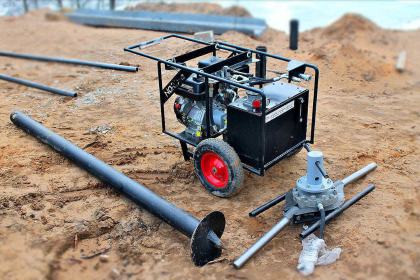
4Подготовка фундамента
Для установки откатных ворот необходима подготовка фундамента, основным элементом которого является металическая закладная. Данная закладная заливается бетоном либо устанавливаетс на винтовых сваях.
Решение отдельных производителя




- металлическая закладная изготавливатся на объекте монтажа из ржавого и подручного металла
- раствор готовится на месте с нарушением пропорции замеса, в следствии чего неоднародность смеси приводит к слабой несущей способности
- закручивание сваи производится вручную
- применение сваи несоответсвующего размера и ненадлежащего качества
Наше производство



- металическая закладная правильнй геометрии, сваривается и окрашивается в цеху
- бетон применяется от сертифицированных поставщиков маркой м300 и более
- закручивание сваи производится специализированным инструментом
- применение свай специлизированного заводского изготовления
5Вспомогательные комплектующие
Качественная полнокомплектная фурнитура из оцинкованного металла с возможностью регулировки - это гарантия стабильной, плавной и тихой работы на долгие годы
Решение отдельных производителя




- самоизготовление фурнитуры из черного металла, несоответсвие размерам, отсутвие регулировок
- отсутвие регулировочных площадок под роликовыми опорами
- самоизготовление площадки под привод на объекте из некрашенного подручного металла
- низкокачественная калиточная фурнитура китайского производства
Наше производство




- верхний ловитель из оцинковоного металла с возможностью регулировки
- наличие регулировочных площадок. Возмоность регулировки без дополнительных затрат и трудоемкости
- крашенная площадка под привод выполнена из профильного металла толщиной 3 мм
- качественная калиточная фурнитура (ручки, замки, защелки) от европейских производителей
Почему клиенты выбирают наши ворота
Мы сами производим металлические ворота въездной группы. Необходимые комплектующие закупаем оптовыми партиями, что в конечном итоге отражается в более привлекательной цене ворот для Клиентов, нежели самостоятельная закупка и сборка всего по-отдельности.
Офис и производство находятся в одном здании. На каждом этапе мы контролируем сборку изделия, исключая все возможные огрехи бесконтрольного производства
Наша компания производит полный спектр работ от замера до производства, установки и последующего обслуживания въездных систем и их автоматизации
Ни для кого не секрет, что наиболее надежным считается стык под углом 45°. Перед сборкой мы зарезаем профиль под углом 45 градусов, с последующей проваркой по всему периметру примыкания, что в конечном итоге многократно усиливает прочность конструкции
Ворота изготавливаются не на полу, не на «козликах», а на сварочных столах, выставленных в уровень по нивелиру. Сварка осуществляется с использованием полуавтоматических аппаратов немецкого производства, а не электросваркой с электродами. Это позволяет исключить образование шлака и излишнего перегрева металла. Перед покраской швы зачищаются, на лицевых сторонах конструкция выглядет монолитной, а швы не видны глазу.
Металлоемкости наших изделий рассчитаны инженерами таким образом, чтобы на весь срок службы оно сохраняло свои параметры неизменными. Не подвергалось деформации или разрушению под воздействием различного вида нагрузок: на изгиб, на кручение, парусные нагрузки и т.п. Предотвратить преждевременное появление ржавчины или трещин.
Только профессиональная окрасочно-сушильная камера и соответсвующее покрасочное оборудование способны обеспечить необходимые условия для нанесения надежного покрытия: отсутствие пыли, сушку при заданной температуре, равномерность и необходимую толщину слоёв.
Двухкомпонентная промышленная полиуретановая краска Tikkurila TEMADUR применяется в корабельной и сельскохозяйственной индустрии для окрашивания внутренних элементов судна, землеройной техники и шнеков. Обладает отличной атмосферо- и износостойкостью. Благодаря антикоррозионным пигментам, применяется также в качестве самостоятельного покрытия для стальных, оцинкованных и алюминиевых поверхностей.
Ваше изделие мы способны покрасить без преувеличения в любой цвет. В одном только каталоге RAL 213 цветов. Возможны также цвета каталогов NCS, SSG, BS, Monicolor Nova и Symphony. Краска колеруется по системе TEMASPEED.

Подшипник облегчает качение створки. Регулярное смазывание увеличивает ресурс ворот и автоматики. Гарантирует плавное и тихое открывание
На сегодняшний день за время существования компании мы смогли собрать команду первоклассных мастеров-монтажников. За нами не доделывают и не переделывают.
Каждый 5-ый новый клиент приходит к нам по рекомендации
Качество – это стремление делать все как можно лучше даже тогда, когда это никому не важно
С нами удобно работать
Консультация
Поможем разобраться в выборе воротных систем. Ответим на все интересующие вас вопросыВыезд на замер
Снятие размеров, подбор оптимальной конфигурации по вашему объекту, с учетом особенностей и пожеланийПодписание договора
Несколько вариантов договора с любым удобным для вас способом оплаты. Стандартная предоплата от 70%. Варианты рассрочки платежей.Монтаж
Профессиональный монтаж с расширенной гарантией.Послегарантийное обслуживание
Плановое сервисное обслуживание ворот. Первое обслуживание бессплатноРассчитаем Ваш заказ за 5 минут!
Нажимая на кнопку "Отправить заявку", Вы даёте согласие на обработку своих персональных данных согласно ФЗ N152


